“塑胶模具翘翘板结构”是做什么的,以及它是如何工作的,并结合文档中的例子进行论述。
核心目标: 解决一个制造难题——如何在塑料按键(或其他产品)上,做出那种被完全包裹在里面、永不脱落的符号或文字(比如手机按键上的字母或数字)。传统方法(印刷、激光雕刻)容易磨损脱落,而双色注塑(分两次注入不同颜色/材质的塑料)是更好的办法。但问题在于,如果想要的符号是被外面的塑料完全包围住的(如图3、图4所示),第二次注塑时,熔融的塑料怎么才能流进去填充呢?这个“翘翘板结构”就是解决这个“怎么让路进去”的巧妙设计。
通俗理解:想象一下塑料按键是怎么做出来的(双色注塑):
第一次注塑(一射): 先做出按键上那些永不掉落的符号或文字本身(比如白色的数字“1”,这就是文档里的“一射产品”)。
模具旋转: 这个带有“1”的零件还留在模具的一半(公模)里,然后模具会旋转(比如180度)。
第二次注塑(二射): 在模具的另一半(母模)合上后,注入按键的主体塑料(比如透明的塑料)。这个主体塑料需要包裹住第一次做出来的那个“1”,让“1”嵌在按键里面,只露出表面。
难题出现: 问题就在于,第一次做好的那个“1”,已经把第二次要注塑进去填充按键主体(特别是包围“1”的那部分空间)的进胶路径完全堵死了!就像一堵墙挡在了路上。
“翘翘板结构”如何解决这个“挡路”问题?
这个结构本质上是一个安装在模具内部的精密的机械杠杆系统(就像小朋友玩的跷跷板),它的作用就是:在第二次注塑的关键时刻,把第一次做出来的那个“挡路的零件”(一射产品,比如“1”)在模具内部“挪开”一点点,瞬间打开一条缝隙,让第二次的塑料能流进去填充被它包围的空间! 填充完成后,它又复位。
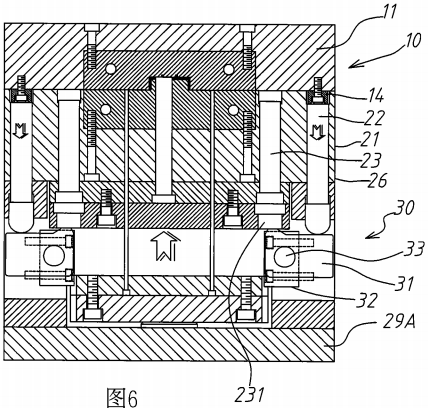
核心组成部分(通俗版):
“跷跷板”本身(跷跷板): 一块可以绕着支点旋转的金属板,是杠杆的核心。
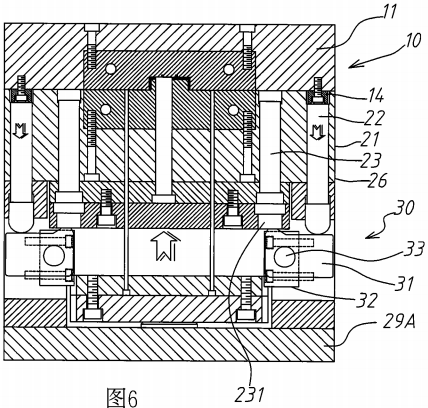

“支点”(固定柱): 一根固定的柱子,穿过跷跷板中间,让它能像跷跷板一样旋转。
“支撑架”(支撑块): 用来支撑和固定整个跷跷板机构的基座。
“两端的按压棒”(回针 & 顶杆):
内侧按压棒(回针): 连接着模具内部顶出产品的一个机构(活动板组)。
外侧按压棒(顶杆): 位置更靠外。
这两根棒的下端都悬在跷跷板的两端上方,等着被压。
“按压头”(压块): 安装在模具上半部分(母模)。当模具合拢时,它们会精准地压到下面公模的“按压棒”(回针或顶杆)上。
工作过程详解(结合按键例子和图示):
第一步:第一次注塑(做出“1”)
模具合拢。此时,模具上半部分(母模)上一个特定的“按压头”(压块)压住了外侧的按压棒(顶杆)。
压杆向下压,推动跷跷板的一端(外侧端)下沉。
跷跷板绕着支点旋转,导致它的另一端(内侧端)翘起来,向上顶内侧的按压棒(回针)底部的耐磨柱。
回针被向上顶,会带动它连接的顶出机构(活动板组)向上移动一小段距离。
这个向上移动,使得模具内部用来顶出“1”的第一根顶针(第一顶针)的顶端正好紧贴模具型腔壁(靠破),形成密封。
这时,第一次注塑开始,熔融塑料(比如白色塑料)注入,形成按键上的“1”(一射产品)。

(图示一射产品40形成)

(俯视一次成型状态)
(侧视一次成型操作)
第二步:开模 & 模具旋转
第一次注塑完成,模具打开。此时,“1”还留在模具下半部分(公模)里。
模具下半部分(带着“1”)旋转180度。

(开模)

(二次合模)
第三步:第二次注塑(做出包裹“1”的透明按键主体)
模具再次合拢。关键变化来了!
这次合拢后,模具上半部分(母模)上另一个不同的“按压头”(压块)压在了内侧的按压棒(回针)上。
回针被向下压,推动跷跷板的内侧端下沉。
跷跷板绕着支点旋转,导致它的另一端(外侧端)翘起来,向上顶外侧的按压棒(顶杆)。
顶杆被向上顶,会带动它连接的机构(活动板组的一部分)向上移动一小段距离。
这个向上移动,使得模具内部用来顶出“1”的第一根顶针(第一顶针)被向后拉(退后)了一小段距离!这就是“让路”的动作!
原本紧贴在模具型腔壁上的第一顶针顶端,现在和型腔壁之间出现了一个微小的空隙(二射空间)。这个空隙,正好围绕着第一次做好的“1”。
此时,第二次注塑开始,熔融塑料(比如透明塑料)注入。新塑料通过那个微小的空隙,流进去,完美地填充了包裹着“1”的整个按键主体的空间(二射产品)。

(二射产品41成型)

(俯视二次成型状态)

(侧视二次成型操作)

(局部放大显示让开空间)
第四步:开模 & 顶出产品
第二次注塑完成,模具打开。现在,一个完整的按键就做好了——透明的按键主体里面牢牢包裹着白色的“1”(最终产品)。
模具内部的第二根顶针(第二顶针) 动作,把成品按键顶出来。
(最终产品50顶出)
总结与优势:
核心创新: 这个“翘翘板结构”就像一个藏在模具里的精密开关。它利用模具合模时不同位置压块施加的压力,通过杠杆(跷跷板)原理,精确地控制着关键顶针(第一顶针)的位置。在第二次注塑的瞬间,让挡路的第一次注塑零件(“1”)在模具内部“战略性后退”一点点,打开一条生命线(微小空隙),让第二次的塑料能流进去,完成包裹。
解决了什么难题? 完美实现了被完全包围的内部结构(如按键上的符号)在双色注塑中的成型。没有这个结构,第二次塑料根本无法流入那个被堵死的空间。
带来的好处:
符号/文字永不脱落: 因为是塑料一体成型包裹的,不是后印上去的。
减少工序,提高效率: 省去了印刷或雕刻符号的额外步骤,良品率更高。
美观耐用成本低: 产品更美观、更耐用,整体生产成本反而可能降低。
实现复杂结构: 为设计更复杂、功能更集成的双色塑胶产品提供了可能。
举例论述(按键案例):
设想我们要做一个手机上的透明按键,中间需要有一个白色的数字“5”,而且这个“5”必须被完全包裹在透明按键内部,永不脱落。
没有“翘翘板结构”的双色模具: 第一次注塑做出白色的“5”。模具旋转后,第二次注塑透明塑料。但是,第一次做好的白色“5”就像一块石头,严严实实地堵在了透明塑料需要流进去填充“5”周围空间的路口上。透明塑料根本进不去那个被“5”完全包围的区域。结果是,要么无法成型,要么成型后“5”没有被完全包裹或者结合不牢。
有“翘翘板结构”的双色模具(如本专利):
第一次注塑:做出白色的“5”(一射产品40)。
模具旋转180度。
第二次合模:翘翘板机构动作,巧妙地将顶着“5”的那根顶针(第一顶针27)向后微微拉退,在“5”和模具型腔壁之间制造出一个极小的空隙(二射空间41A)。
第二次注塑:透明塑料瞬间通过这个微小空隙涌入,完美地填充了包裹“5”的整个透明按键主体的空间(二射产品41),最终形成一个内部嵌有白色“5”的透明按键(最终产品50)。
这个“翘翘板结构”就是实现这种内部完全包裹、永不脱落的双色塑胶产品的关键“钥匙”。它利用简单的杠杆原理,在复杂的模具内部实现了精准的位移控制,解决了双色注塑中一个非常棘手的技术瓶颈。



